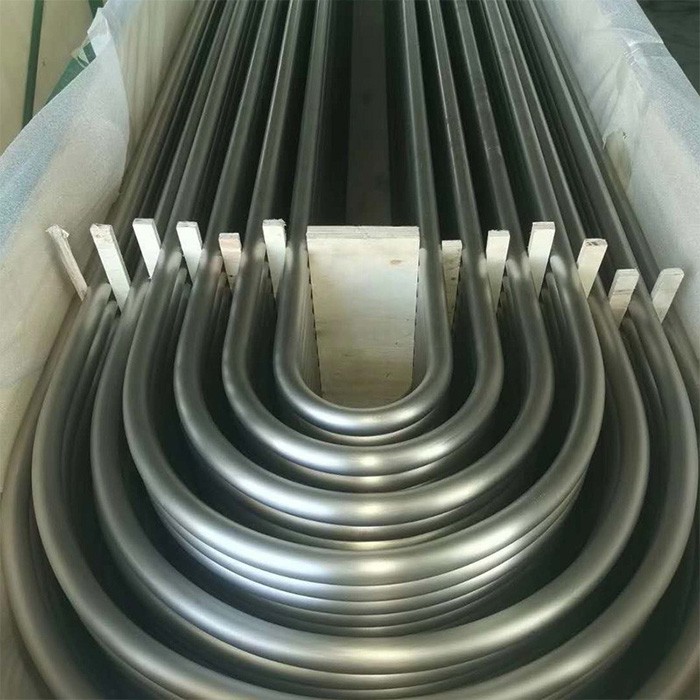
Титановая сварная труба
- Китай
Конденсатор электростанции, опреснение морской воды, нефть, химикаты, медицинское оборудование, судостроение, производство бумаги, пищевая промышленность, трубопроводы для транспортировки жидкостей, выхлопные трубы автомобилей и так далее.
1. Стандарт : ASTM B338, ASTM B862. Исполнительный стандарт: ASTM B338, ASTM B862.
2. Материал: Gr1, Gr2.
3. Спецификация: Внешний диаметр: 6–89 мм, толщина стенки: 0,35–2,0 мм, длина: в соответствии с вашими требованиями.
4. Допуск: В соответствии с требованиями исполнительного стандарта, для труб, требующих высокой точности, мы можем изготовить их в соответствии с вашими техническими требованиями.
5. Термическая обработка: поточный светлый отжиг.
6. Применение: конденсатор электростанции, опреснение морской воды, нефть, химикаты, медицинское оборудование, судостроение, производство бумаги, пищевая промышленность, трубопроводы для транспортировки жидкостей, выхлопные трубы автомобилей и т. Д.
Преимущества сварных титановых труб
1. Взяв в качестве примера трубы из титана и титанового сплава для теплообменника и конденсатора, стандарт ASTM B338 показывает, что химический состав, механические свойства и технологические свойства титановой сварной трубы и титановой бесшовной трубы не отличаются или даже не одинаковы. С развитием технологии сварки и термообработки титановых сварных труб для тонкостенных титановых сварных труб широко используется сварка самоплавлением TIG / лапа с одним или несколькими пистолетами. После сварки применяется процесс термической обработки в режиме онлайн. За счет оптимизации процесса сварки и отжига микроструктура основного металла, сварного шва и зоны термического влияния в основном схожа, напряжение при сварке устраняется, а микроструктура сварного шва гомогенизируется. Путем сравнения
2. Титановая сварная труба сваривается из холоднокатаной ленты в рулонах, с однородной толщиной стенки, хорошей соосностью, хорошей отделкой, и ее нелегко масштабировать в трубе. В частности, производство тонкостенных титановых труб методом бесшовной прокатки не может соответствовать техническим требованиям. Трудно добиться толщины стенки менее 1 мм для титановых бесшовных труб после процесса прокатки или волочения, в то время как титановые сварные трубы могут достигать толщины стенки 0,5 мм или меньше, что позволяет сэкономить много материалов и средств. В то же время, благодаря тонкой толщине стенки сварной титановой трубы, можно получить более высокий коэффициент теплопередачи и лучший эффект теплопередачи.
3. Процесс производства бесшовных титановых труб сложен. Заготовку трубы определенной спецификации прокатывают или вытягивают на трех- или многопроходном прокатном стане и волочильном станке, а затем изготавливают бесшовную трубу путем уменьшения диаметра и стенки. Производственная эффективность и выход процесса низкие. Титановая бесшовная труба от губчатого титана до трубы, путем прокатки или волочения, отходы материала большие, производственный цикл относительно длинный.
Титановые сварные трубы производятся на автоматической непрерывной производственной линии с использованием титановой ленты с однородной толщиной стенки путем холодной гибки, сварки, термической обработки в режиме реального времени, калибровки и правки, неразрушающего контроля и контроля герметичности. От губчатого титана до сварных труб коэффициент использования материала обычно составляет около 80%. Если в качестве сырья используется рулон титановой ленты, коэффициент использования материала составляет более 95%. Ценовое преимущество перед бесшовной трубой.